
Šią savaitę supažindinsime su metalizuotų plėvelinių kondensatorių apvijų technikomis. Šiame straipsnyje pristatomi atitinkami procesai, susiję su plėvelinių kondensatorių apvijų įranga, ir pateikiamas išsamus pagrindinių technologijų, tokių kaip įtempimo valdymo technologija, apvijų valdymo technologija, demetalizacijos technologija ir terminio sandarinimo technologija, aprašymas.
Dėl puikių savybių plėveliniai kondensatoriai vis plačiau naudojami. Kondensatoriai plačiai naudojami kaip pagrindiniai elektroniniai komponentai elektronikos pramonėje, pavyzdžiui, buitiniuose prietaisuose, monitoriuose, apšvietimo prietaisuose, ryšių produktuose, maitinimo šaltiniuose, prietaisuose, skaitikliuose ir kituose elektroniniuose įrenginiuose. Dažniausiai naudojami kondensatoriai yra popieriniai dielektriniai kondensatoriai, keraminiai kondensatoriai, elektrolitiniai kondensatoriai ir kt. Plėveliniai kondensatoriai pamažu užima vis didesnę rinką dėl puikių savybių, tokių kaip mažas dydis, lengvas svoris, stabili talpa, didelė izoliacijos varža, platus dažnio atsakas ir maži dielektriniai nuostoliai.
Plėveliniai kondensatoriai pagal branduolio apdorojimo būdus grubiai skirstomi į: laminuoto tipo ir apvynioto tipo. Čia aprašytas plėvelinių kondensatorių apvijų procesas daugiausia skirtas įprastiems kondensatoriams, t. y. iš metalinės folijos, metalizuotos plėvelės, plastikinės plėvelės ir kitų medžiagų pagamintiems kondensatorių branduoliams (bendrosios paskirties kondensatoriams, aukštos įtampos kondensatoriams, saugos kondensatoriams ir kt.), apvynioti. Šie kondensatoriai plačiai naudojami laiko, virpesių ir filtrų grandinėse, aukšto dažnio, didelio impulso ir didelės srovės atvejais, ekranų monitorių ir spalvotų televizorių linijų atbulinės eigos grandinėse, maitinimo šaltinių kryžminio triukšmo mažinimo grandinėse, apsaugos nuo trukdžių atvejais ir kt.
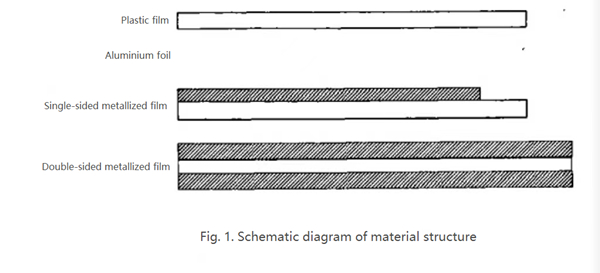
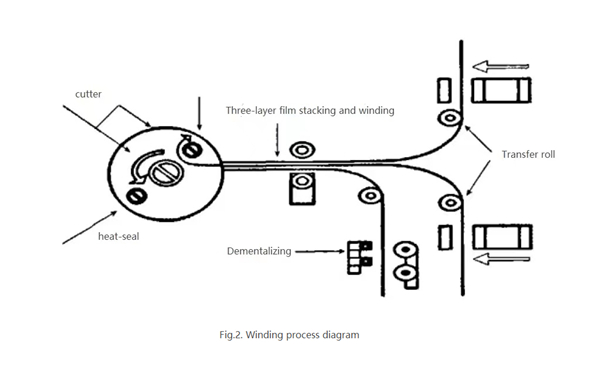
Toliau išsamiai pristatysime vyniojimo procesą. Kondensatoriaus vyniojimo technika yra metalinės plėvelės, metalinės folijos ir plastikinės plėvelės vyniojimas ant šerdies ir skirtingų vyniojimo vijų nustatymas pagal kondensatoriaus šerdies talpą. Kai pasiekiamas reikiamas vyniojimo vijų skaičius, medžiaga nupjaunama ir galiausiai tarpas užsandarinamas, kad būtų baigtas kondensatoriaus šerdies vyniojimas. Medžiagos struktūros schema parodyta 1 paveiksle. Apvijos proceso schema parodyta 2 paveiksle.
Apvijos proceso metu talpos charakteristikas veikia daug veiksnių, tokių kaip medžiagos pakabinimo dėklo lygumas, pereinamojo volelio paviršiaus lygumas, apvijos medžiagos įtempimas, plėvelės medžiagos demetalizacijos efektas, sandarinimo efektas pertraukos metu, apvijos medžiagos sudėjimo būdas ir kt. Visa tai turės didelę įtaką galutinio kondensatoriaus šerdies veikimo bandymams.
Įprastas kondensatoriaus šerdies išorinio galo sandarinimo būdas yra terminis sandarinimas lituokliu. Kaitinant lituoklio galiuką (temperatūra priklauso nuo skirtingų gaminių apdorojimo proceso). Lėto sukimosi greičio atveju, valcuoto šerdies sukimosi atveju, lituoklio galiukas liečiasi su kondensatoriaus šerdies išorine sandarinimo plėvele ir užsandarinama karštuoju štampavimu. Sandarinimo kokybė tiesiogiai veikia šerdies išvaizdą.
Sandarinimo gale plastikinė plėvelė dažnai gaunama dviem būdais: vienas – ant apvijos uždėti plastikinės plėvelės sluoksnį, kuris padidina kondensatoriaus dielektrinio sluoksnio storį ir padidina kondensatoriaus šerdies skersmenį; kitas būdas – pašalinti metalinę plėvelės dangą apvijos gale, kad gautųsi plastikinė plėvelė be metalinės dangos, taip sumažinant šerdies skersmenį, išlaikant tokią pačią kondensatoriaus šerdies talpą.
Įrašo laikas: 2022 m. kovo 1 d.